
Biothane® Advanced UASB -reaktori muuntaa anaerobisessa prosessissa orgaaniset epäpuhtaudet biokaasuksi. Pääasiassa metaanista (CH4) ja hiilidioksidista (CO2) koostuva biokaasu edistää vihreää energiasiirtymää ja pienentää teollisuuden hiilijalanjälkeä.
Overview
Biothane Advanced UASB, with nearly 300 systems worldwide, some operating for over 40 years, is a leading anaerobic granular biomass technology.
Its enduring popularity stems from a proven track record of robust performance and unwavering reliability across a diverse array of challenging environments, solidifying its position as a cornerstone in sustainable wastewater management.
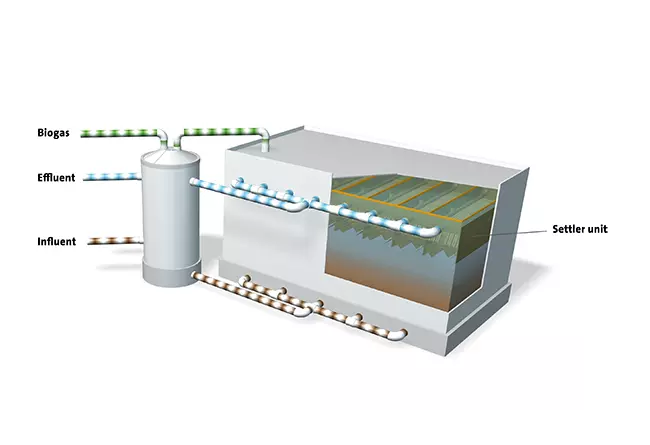
How does Biothane Advanced UASB work?
In the anaerobic process, bacteria form granules with a high density that settle well in the reactor to create a high concentration of biomass. The high concentration allows for high volumetric loading rates that result in compact treatment systems.
Biothane Advanced UASB is specifically suitable for effluent from the food and beverage industry with higher (but degradable) suspended solids.
Very high overall total chemical oxygen demand (tCOD) removal rates can be achieved at medium-high volumetric loading rates (6 - 12 kg COD cubic meters (m3) per day depending on the application type.
Features and benefits
Biothane Advanced UASB’s settler boasts enhanced capacity, handling higher liquid and gas upflow velocities, which minimizes the required settler area. Its compact design reduces construction material needs and footprint.
With versatile dimensions, the standard design accommodates both round and square tanks up to 10 meters high. The system features a standardized, robust effluent collection system with submerged pipes, utilizing standard stainless steel plates and modular design for cost-efficient fabrication.
Furthermore, the optimized equipment dimensions fit perfectly into standard 40-foot sea containers, significantly reducing transportation costs.
This comprehensive design approach ensures maximum efficiency, adaptability, and cost-effectiveness across various applications.
Applications

Services



Product range and Resources
Biobed® EBS (EGSB)
Biobed® EBS combines advanced EGSB technology with an external biomass separation system for superior anaerobic wastewater treatment. It excels in scaling-prone environments, offering easy maintenance. This innovation is particularly valuable in the recycled paper industry.
Biobed® ATOM
Anaerobic technologies on the move (ATOM) is a compact, pre-engineered wastewater treatment solution. This standardized unit combines two leading Biothane technologies, offering versatility and efficiency for various industrial applications.
Contact
The introduction of Biothane UASB in the late 1970s marked a breakthrough in the food and beverage wastewater treatment. Today it has demonstrated long-term reliability and consistent performance. It offers significant operational cost savings, particularly in power consumption and sludge management. Additionally, the biogas produced serves as a valuable green energy source for on-site use in boilers or CHP applications. Plants that have been in operation for more than 35 years are no exception and deliver these benefits day in, day out.

Michel Otten
Technical Manager at Biothane
Contact MIchel through his LInkedIn account
FAQ about Biothane UASB
What are the main differences between Biothane UASB and Biothane Advanced UASB?
The original Biothane UASB development dates back more than 40 years. While adhering to the original UASB process design principles the natural developments in the technical design aspects, concerning materials of construction, have resulted in the current state-of-the-art offering of Biothane Advanced UASB.
What is biogas?
Biogas is a renewable energy source produced through the anaerobic digestion of organic matter, such as agricultural waste, food scraps, sewage and animal manure. This naturally occurring process yields a mixture of gases, primarily methane and carbon dioxide, along with small amounts of other gases.
Biogas can be used as a fuel for heating, electricity generation, and even as a vehicle fuel when purified.
It offers a sustainable alternative to fossil fuels, helping to reduce greenhouse gas emissions and manage organic waste.
What are the advantages of using methane to generate energy?
Biogas production is the result of the anaerobic biological digestion process and contains mainly methane (CH4), carbon dioxide (CO2) and traces of hydrogen sulfide (H2S). Biogas is a valuable potential energy source that supports the energy transition and carbon footprint of industries that apply this technology.
How can we better utilize biogas as part of the global energy mix?
The anaerobic treatment process used in biogas production reduces the release of harmful greenhouse gasses that would otherwise occur if the organic matter decomposed naturally. Instead, it captures methane, a potent greenhouse gas, and converts it into usable energy. This energy recovery process helps offset the use of fossil fuels, thereby reducing overall carbon emissions.
Case Studies

AB Food, the producer of Ovaltine, faced a significant wastewater challenge with high flow rates and COD loads in a limited space. Our team designed a tailored, turnkey solution incorporating various technologies, including Biothane UASB anaerobic treatment with biogas recovery.
This comprehensive system not only met AB Food's treatment requirements within spatial constraints but also provided additional benefits such as efficient COD removal and energy recovery, minimizing environmental impact.
The project's success in addressing these complex challenges while optimizing limited space earned industry recognition, winning GWI’s Industrial Water Project of the Year in 2018.
This achievement highlights the innovative and effective nature of the solution, positioning AB Food as a leader in sustainable industrial wastewater management and demonstrating our expertise in delivering performance and sustainability without compromise.


